


Sikaflex®-552 AT
Sikaflex®-552 AT è un adesivo monocomponente elastico basato sulla tecnologia dei Polimeri a Terminazione Silanica (STP) appositamente progettato per l'incollaggio di componenti di grandi dimensioni nell'assemblaggio di veicoli. È adatto per l'incollaggio di metalli verniciati, vetroresina, materiali ceramici e materie plastiche. Si lega bene a una vasta gamma di substrati con un pre-trattamento minimo.
- Buona adesione ad un'ampia varietà di substrati
senza utilizzo del primer - Privo di isocianati e solventi
- Può essere verniciato
- Capace di resistere a sollecitazioni dinamiche
- Resistente ad invecchiamento ed agenti atmosferici
VANTAGGI
- Buona adesione ad un'ampia varietà di substrati
senza utilizzo del primer - Privo di isocianati e solventi
- Può essere verniciato
- Capace di resistere a sollecitazioni dinamiche
- Resistente ad invecchiamento ed agenti atmosferici
Impieghi
Sikaflex®-552 AT è adatto per giunzioni che saranno sottoposte a sollecitazioni dinamiche. Substrati idonei sono materiali quali metalli, in particolare alluminio, primer per metalli, superfici verniciate, lamiere d'acciaio, materiali ceramici e plastici. Buona adesione ad un'ampia varietà di substrati con pre-trattamento minimo Chiedere consiglio al produttore ed eseguire test sui substrati originali prima di utilizzare Sikaflex®-552 AT su materiali soggetti a stress cracking. Sikaflex®-552 AT è adatto solo per utenti professionisti esperti. Per garantire adesione e compatibilità dei materiali, è necessario eseguire test con i substrati in condizioni reali.Packaging
| Cartuccia | 300 ml |
| Unipack | 600 ml |
Dettagli Prodotto
| Base chimica | Polimero a Terminazione Silanica (STP) | |
| Colore (CQP001-1) | cartuccia unipack | Bianco, nero Bianco |
| Meccanismo di indurimento | Polimerizzazione con l'umidità atmosferica | |
| Densità | 1.5 kg/l | |
| Tixotropia (CQP061-1) | Molto buona | |
| Temperatura di applicazione | ambiente | 5 ─ 40 °C |
| Tempo di formazione pelle (CQP019-1) | 30 minuti A | |
| Tempo aperto (CQP526-1) | 20 minuti A | |
| Velocità di indurimento (CQP049-1) | (vedere diagramma) | |
| Durezza shore A (CQP023-1 /ISO 48-4) | 50 | |
| Resistenza a trazione (CQP036-1 / ISO 527) | 3 MPa | |
| Allungamento a rottura (CQP036-1 / ISO 527) | 600 % | |
| Resistenza alla propagazione di taglio (CQP045-1 / ISO 34) | 15 N/mm | |
| Resistenza a taglio sovrapposto (CQP046-1 / ISO 4587) | 2 MPa | |
| Temperatura di servizio (CQP509-1 / CQP513-1) | -50 – 90 °C | |
| Stabilità | cartuccia unipack | 15 mesi B 12 mesi B |
| CQP = Corporate Quality Procedure | A) 23 °C / 50 % u.r. | B) conservare sotto i 25 °C |
MECCANISMO DI INDURIMENTO
Sikaflex®-552 AT polimerizza per reazione con l'umidità atmosferica. A basse temperature il contenuto d'acqua nell'aria è generalmente inferiore e la reazione di in procede più lentamente (vedere diagramma 1).
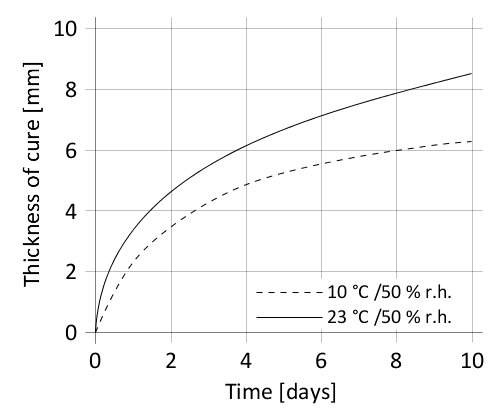
Diagramma 1: Velocità di polimerizzazione di Sikaflex®-552 AT
RESISTENZA CHIMICA
Sikaflex®-552 AT è generalmente resistente ad acqua dolce, acqua di mare, soluzioni diluite di acidi e basi; resistente temporaneamente a carburanti, oli minerali, grassi e oli vegetali e animali; non resistente ad acidi organici, alcool glicolico, soluzioni concentrate caustiche e di acidi minerali o solventi.
Applicazione
Preparazione della superficie
Le superfici devono essere pulite, asciutte e prive di grasso, olio e polvere.
Il trattamento superficiale dipende dalla natura specifica dei substrati ed è fondamentale per un incollaggio duraturo. Suggerimenti per la preparazione della superficie possono essere trovati nell'edizione corrente dell'appropriata Tabella Sika® Pre-trattamenti.
Bisogna considerare che questi suggerimenti si basano sull'esperienza e devono comunque essere verificati con test su supporti originali.
Applicazione
Sikaflex®-552 AT può essere lavorato tra 5°C e 40°C ma devono essere prese in considerazione le variazioni della reattività e delle proprietà di applicazione. La temperatura ottimale per substrati e sigillante è compresa tra 15°C e 25°C.
Bisogna considerare l'aumento della viscosità a bassa temperatura. Per una facile applicazione, condizionare l'adesivo a temperatura ambiente prima dell'uso.
Per garantire uno spessore uniforme della linea d'incollaggio, si consiglia di applicare l'adesivo sotto forma di un cordolo triangolare (vedere figura 1).
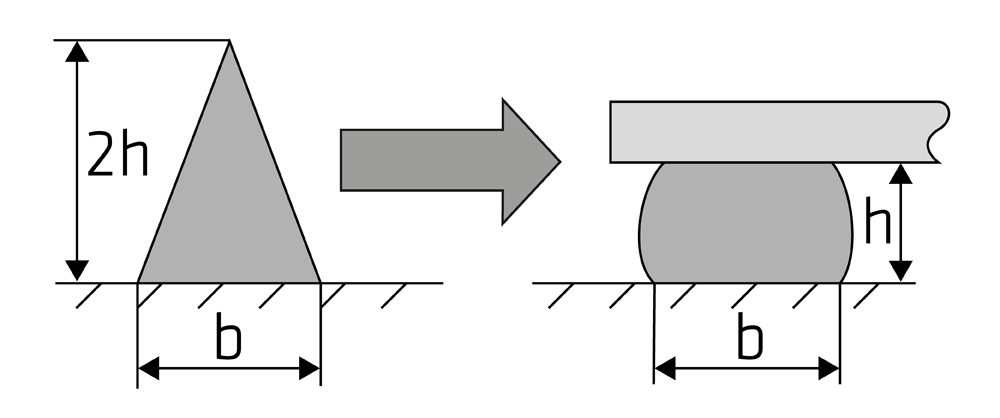
Figura 1: Configurazione consigliata del cordolo
Sikaflex®-552 AT può essere lavorato con pistole a pistone manuali, pneumatiche o elettriche, così come con apparecchiature di pompaggio.
Il tempo aperto è significativamente più breve con clima caldo e umido. Le parti devono essere sempre installate entro il tempo aperto.
Non installare mai un vetro dopo che l'adesivo ha formato la pelle.
Per consigli su come selezionare e impostare un adeguato sistema di pompaggio, contattare il Dipartimento System Engineering di Sika Industry.
Spatolatura e finitura
Spatolatura e finitura devono essere eseguite entro il tempo di formazione della pelle dell'adesivo. Si raccomanda l'utilizzo di Sika® Tooling Agent N. Altri agenti di finitura devono essere testati per verificarne l'idoneità e la compatibilità prima dell'uso.
Rimozione
Sikaflex®-552 AT non indurito può essere rimosso da strumenti e attrezzature con Sika® Remover-208 o un altro solvente adatto. Una volta indurito, il materiale può essere asportato solo meccanicamente.
Mani e pelle esposta devono essere lavate immediatamente utilizzando salviette per la pulizia delle mani come Sika® Cleaner-350H, o un idoneo lavamani industriale ed acqua.
Non usare solventi sulla pelle!
Sovraverniciatura
Sikaflex®-552 AT può essere verniciato in maniera ottimale entro il tempo di formazione della pelle. Se il processo di verniciatura avviene dopo la formazione dello strato superficiale, l'adesione potrebbe migliorare trattando la superficie della giunzione con Sika® Aktivator- 100 o Sika® Aktivator-205 prima del processo di verniciatura. Se la vernice richiede un processo di cottura (> 80 °C), si ottengono le migliori prestazioni consentendo al sigillante d'indurire completamente prima. Tutte le vernici devono essere testate eseguendo prove preliminari nelle medesime condizioni di produzione.
L'elasticità delle vernici è solitamente inferiore a quella dei sigillanti. Questo potrebbe portare alla rottura della vernice nell'area della giunzione.